中鋼石墨ZX320
供貨總量:100000千克
發(fā)貨地點(diǎn):浙江省臺(tái)州市
發(fā)布時(shí)間:2025-06-13



供貨總量:100000千克
發(fā)貨地點(diǎn):浙江省臺(tái)州市
發(fā)布時(shí)間:2025-06-13
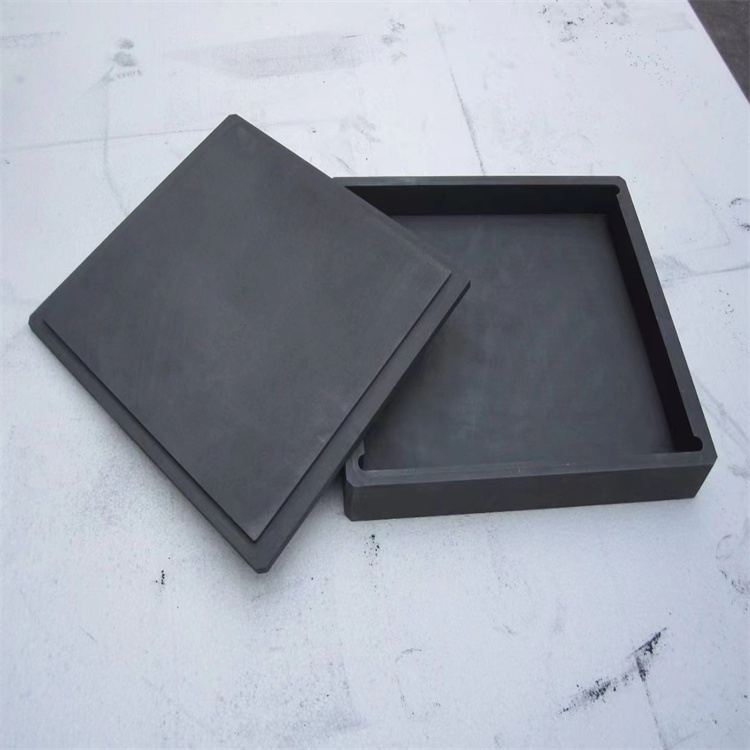
鴻奈德石墨用于燒結(jié)模具和其他鉆石燒結(jié)模具
可以利用人工石墨材料的小熱變形,可以制造晶體管的燒結(jié)模具和支架。它們現(xiàn)在被廣泛使用,已成為半導(dǎo)體行業(yè)發(fā)展的必不可少的材料。
此外,石墨模具還用于用于鑄鐵的鑄件中焊接導(dǎo)軌的焊接。
鴻奈德用于熱壓燒結(jié)的鉆石工具的石墨模具在鉆石工具的制造過程中發(fā)揮了加熱元件和霉菌支撐的雙重作用。石墨模具的質(zhì)量直接影響鉆石工具的尺寸準(zhǔn)確性,外觀和形狀。
熱磨的燒結(jié)過程需要:溫度達(dá)到(1 000±2)℃,成型壓力為16 ~50 mpa,保留熱量和壓力持有時(shí)間為15°30分鐘,環(huán)境為非效率。
在這種工作條件下,需要用于成型和加熱元件的石墨模具必須具有電導(dǎo)率,高電阻率,足夠的機(jī)械強(qiáng)度和良好的氧化耐藥性和較長的使用壽命,以確保鉆石工具的尺寸準(zhǔn)確性和出色的性能。
目前,發(fā)達(dá)西方國家的鉆石工具制造中使用的石墨模具主要是超細(xì)粒子結(jié)構(gòu),高純度和高塑料石墨材料,要求其平均粒徑小于15μm,甚至小于10μm ,中等孔徑小于2μm。由這種碳原材料制成的石墨模具具有較小的孔隙度,致密的結(jié)構(gòu),高表面飾面和強(qiáng)氧化性,平均使用壽命為30至40倍。
鉆石模具需要高材料硬度,良好的氧化能力和高處理精度。高質(zhì)量石墨原材料的使用大地延長了模具的使用壽命,并提高了其氧化阻力。
鴻奈德石墨用于EDM
模具在家電、汽車、機(jī)電、航空航天等工業(yè)領(lǐng)域日益成為工業(yè)化批量生產(chǎn)的主要工藝設(shè)備,承擔(dān)了這些工業(yè)中60%-90%的產(chǎn)品零部件的加工生產(chǎn)。近年來高速銑削突破了傳統(tǒng)銑削難以加工高硬、高強(qiáng)、高韌模具材料的限制。但電火花加工具有加工精度和表面質(zhì)量高,可加工范圍寬,特別是在復(fù)雜、精密、薄壁、窄縫、高硬材料的模具型腔加工中的優(yōu)勢是高速銑削所不能比擬的,因此放電加工將仍然是模具型腔加工的主要手段。由于石墨電(與銅相比)有電消耗少、放電加工速度快、機(jī)械加工性能好、重量輕、熱膨脹系數(shù)小等優(yōu)越性,逐漸代替銅電成為電加工電的主流。鴻奈德石墨電與銅相比,有著消耗少、放電速度快、重量輕以及熱膨脹系數(shù)小等優(yōu)越性,因此逐漸代替銅電成為放電加工電的主流。相比之下,鴻奈德石墨電材料具有以下優(yōu)勢:
鴻奈德石墨速度快:石墨放電比銅快2-3倍,材料不易變形,在薄筋電的加工上優(yōu)勢明顯,銅的軟化點(diǎn)在1000度左右,容易因受熱而產(chǎn)生變形,石墨的升華溫度為3650度左右,相比而言,石墨材料熱膨脹系數(shù)只有銅材的1/30;
鴻奈德石墨重量輕:石墨的密度只有銅的1/5,大型電進(jìn)行放電加工時(shí),能有效降低機(jī)床(EDM)的負(fù)擔(dān),更適用于大型模具的應(yīng)用;
鴻奈德石墨損耗小:由于火花油中含有C原子,在放電加工時(shí),高溫導(dǎo)致火花油中的C原子被分解出來,而在石墨電的表面形成保護(hù)膜,補(bǔ)償了石墨電的損耗;
鴻奈德碳素?zé)o毛刺:銅電在加工結(jié)束后,還需手工進(jìn)行去除毛刺,而石墨加工后沒有毛刺,這不但節(jié)約了大量的成本和人力,同時(shí)更容易實(shí)現(xiàn)自動(dòng)化生產(chǎn);
鴻奈德碳素易拋光:由于石墨的切削阻力只有銅材的1/5,操作上更容易進(jìn)行手工研磨和拋光;
鴻奈德碳素成本低:由于近幾年銅材價(jià)格不斷上漲,如今,各方面同性石墨的價(jià)格比銅的更低;相同體積下石墨產(chǎn)品的價(jià)格比銅低百分之三十到六十,價(jià)格比較穩(wěn)定,短期價(jià)格波動(dòng)相對來講比較小。

浙江鴻奈德的高純3D熱彎石墨經(jīng)過化學(xué)處理,水洗滌和高溫膨脹,得到了柔韌蓬松的石墨材料。這并不是終的目的。終的目的是要制造出各種用途的石墨制品來。如制成石墨紙箔、石墨紙板、石墨管、石墨槽、石墨棒等。這就要有成型工序,用機(jī)械的方法加工出各種規(guī)格、形狀和尺寸的石墨制品。
目前成型方法有三種:(1)碾壓法;(2)模壓法;(3)擠壓法。
一、碾壓成型法
主要用來壓制石墨紙箔或板材。分為單層平板連續(xù)碾壓和多層平板連續(xù)碾壓兩種。
1.單層平板連續(xù)碾壓法
這種碾壓法不用任何粘結(jié)劑就可以將柔性石墨壓制成板材。整個(gè)工藝過程是在裝有滾輪碾壓機(jī)的設(shè)備上進(jìn)行的。
碾壓機(jī)結(jié)構(gòu)組成:裝蠕蟲石墨的料斗1,振動(dòng)給料裝置,2,輸送帶 3四個(gè)壓力輥 4,一對加熱器 5,控制板材厚度的輥筒 6壓花或圖案輥筒 8 和卷輥 9切割刀 10 成品卷輥
工作過程:高純石墨從料斗進(jìn)入給料裝置,落在輸送帶上。經(jīng)過壓力輥的碾壓,形成一定厚度的料層。加熱裝置產(chǎn)生高溫加熱,以出去料層中的殘存氣體,并使未膨脹的石墨后一次膨脹。然后將初步成型的反材送入控制厚度尺寸的輥筒中,按規(guī)定尺寸再壓一次,以便得到厚度均勻和一定密度的平整板。后經(jīng)過切刀切割后,卷上成品筒。
2、單層平板碾壓法
單層平板碾壓,雖然壓板平整光滑,但是不能太厚。一次成型太厚時(shí),其均勻性和密度都難以保證。為了制成厚板,采用多層單板疊加,壓成多層復(fù)合板。每兩層之間要加粘結(jié)劑再碾壓成型。成型后要加熱處理,以使粘結(jié)劑碳化和硬化。多層平板碾壓法是在多層連續(xù)碾壓機(jī)上進(jìn)行的。
多層連續(xù)碾壓機(jī)工作過程:由單板繞棍引出單板,經(jīng)過粘結(jié)劑涂輥把兩面土上粘結(jié)劑后,與繞輥和單板相合,成為三和厚板,進(jìn)入輥的間隙碾壓成一定厚度。再送入加熱器中加熱烘干。通過厚度控制輥,調(diào)整厚度達(dá)到規(guī)定尺寸,然后送入焙燒裝置中焙燒。當(dāng)粘結(jié)劑碳化后,在用加壓輥后加壓成型。
所用連續(xù)碾壓級(jí),能壓制0.6~2mm厚度的柔性石墨板,這是優(yōu)于單層碾壓機(jī)的,但是由于板厚也會(huì)帶來板材分層剝離的缺點(diǎn),給使用帶來麻煩。產(chǎn)生的原因是壓制時(shí)氣體外溢留在夾層中間,妨礙了層間密切結(jié)合。改進(jìn)的途徑是,解決壓制過程中的排氣問題。