電腦硬度計生產廠家
洛氏硬度計壓痕很小,測量值有局部性,須測數點求平均值,適用成品和薄片,歸于無損檢測一類。布式硬度壓痕較大,測量值準,不適用成品和薄片,一般不歸于無損檢測一類。一般情況下洛氏硬度計中常使用的是C標尺(HRC)同時在洛氏硬度計測量HRC值時,適用范圍:HRC20-70,相當于HB225-650,但在硬度高于此范圍則用洛式硬度計A標尺HRA(如:硬質合金)。洛氏硬度計若硬度低于此范圍則用洛式硬度B標尺HRB(如:鋁,銅)。布式硬度HB上限值HB650,不能高于此值。在進行洛氏硬度試驗時,當材料較薄,試樣較小,表面硬化層較淺或測試表面鍍覆層時,就應采用表面洛氏硬度試驗。對于現場應用,電池壽命長的硬度計更為實用。電腦硬度計生產廠家

洛氏硬度計試驗程序:(1) 將絲杠頂面及工作臺上下端面擦凈,將工作臺置于絲杠臺上;(2) 洛氏硬度計將試件支撐面擦凈置于工作臺上,旋轉手輪使工作臺緩慢上升并頂起壓頭,至小指針指向紅點,大指針旋轉3圈垂直向上為止;(3) 旋轉指示器外殼,使C、B之間長刻線與大指針對正;(4) 拉動加荷手柄,施加主試驗力,指示器的大指針按逆時針方向轉動;(5) 當指示針轉動停止下來后,即可將卸荷手柄推回,卸除主試驗力;(6) 從指示器上相應的標尺讀數;(7) 轉動手輪使試件下降,再移動試件,按以上(2)-(6)步驟進行新的試驗。南京電腦硬度計生產商定期檢查硬度計的壓頭磨損情況,當壓頭磨損嚴重時,應及時更換,以確保測量結果的準確性和重復性。
硬度計樣品臺及標準硬度塊表面應保持清潔無劃痕、擦、碰傷。當標準硬度塊達到使用期限時要及時更換標準硬度塊,以免造成測量結果不準確。測試時被測樣品要平穩放置,支承可靠,確保在測試過程中無任何位移、變形。日常工作環境及關機后應注意防塵、防腐蝕介質。樣品臺升降絲杠應定期潤滑。具體方法為:取下樣品臺及保護環,松開絲杠護套,向絲杠上注入數滴輕質潤滑油,然后轉動手輪,反復升降絲杠,使潤滑油分布均勻。較后重新裝好護套等物。洛氏硬度計注意潤滑油不宜注入過多。硬度計周期檢定與校準應按國家相關標準規定進行。可到國家規定的計量院做第三方檢測報告。
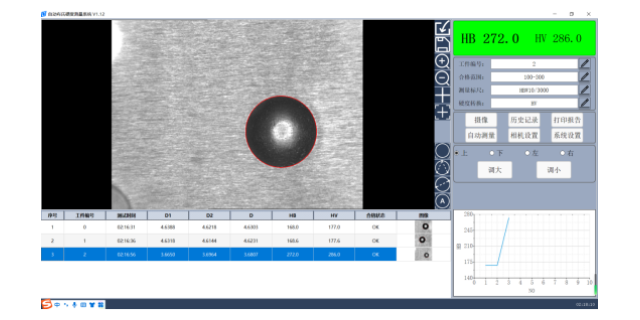
觸摸屏洛氏硬度計操作說明:摸屏數顯洛氏硬度計是采用電機加卸試驗力,消除了人為操作誤差;采用光柵位移傳感器測量壓痕深度,提高壓痕深度的測量精度;硬度值通過觸摸屏直接讀出,消除了人為的讀數誤差;并可方便地將測得的洛氏硬度值轉換為其它硬度標尺及進行打印。具有圓柱面和球面自動修正功能,可設置硬度值的合格范圍,當洛氏硬度計測試值超過設定范圍時,發出報警音。具有軟件硬度值修正功能,可以在一定范圍內直接對硬度值進行修正,不必再打開蓋子進行調節。布氏硬度計適合測試軟到中等硬度的材料。

顯微硬度計使用中標準硬度塊的使用規則1、不能損傷支承面如果打得不多,用工具修平支承面上的表面凸起。如果不進行修磨直接用來支承的話,會使支承面與試臺面無法良好的接觸影響測量精度,還可能損壞試臺面,如果在壓頭壓入過程中發生了移位還可能使壓頭損壞。2、過期硬度塊定期檢查,不建議使用過期的硬度塊。但是材料硬度有一定的時效性。一般正規企業生產的硬度塊都經過人工和自然時效的,硬度并不會發生太大變動,但是按檢定周期重新檢定一下用起來會更放心。3、硬度塊硬度值選擇硬度塊要盡量選擇接近所測試件的硬度范圍。但一般的標準硬度塊不可能包括全部的硬度范圍,所以硬度塊的生產廠家一般以檢定規程規定的檢定用硬度塊的范圍進行生產。顯微硬度計硬度塊有兩個面,測量面和支承面,除了錘擊硬度塊可用兩個面,其它都是不可以的。硬度塊的生產都測量面的表面質量和硬度均勻性,硬度塊出廠時只標定測量面,支承面硬度不均勻不適合測量。一般標刻有硬度標準值的一面為測量面,錘擊布氏硬度塊有標定壓痕的那面也是測量面。數字顯示的硬度計可以方便地讀取和記錄數據。北京自動洛氏硬度計維修
根據不同的測試需求,選擇合適的硬度計類型至關重要。電腦硬度計生產廠家
洛氏硬度計是深度法原理;咱們就用較簡單的話來說,詳細介紹請參考文獻。 用不同的力值對應不同的壓頭,打出壓痕,直接讀出硬度值。洛氏硬度計分類,按標尺分類:普通洛氏硬度計,測試HRA、HRB、HRC等共15種標尺;表面洛氏硬度計,測試HR15N、HR30、HR45N、HR15T等共15種標尺;塑料洛氏硬度計,測試HRE、HRL、HRM、HRR等塑料標尺;全洛氏硬度計,測試所有洛氏(普洛、表洛、塑料),共30種洛氏標尺;選擇洛氏硬度標尺時,材料的厚度是較重要的考量因素:洛氏硬度計如果材料過薄以致于在測試過程中被完全穿透,由于下部有支撐物的存在,可能會導致讀數錯誤以及對實際材料硬度的嚴重誤解。電腦硬度計生產廠家
- 上海硬度計生產廠家 2025-06-14
- 溫州硬度計公司 2025-06-14
- 長春全自動硬度計 2025-06-14
- 嘉興在線測量硬度計安裝 2025-06-14
- 紹興鋼瓶用硬度計價格 2025-06-14
- 南京數顯洛氏硬度計 2025-06-14
- 杭州布洛維硬度計哪家劃算 2025-06-14
- 北京自動讀取硬度計制造商 2025-06-14
- 蘭州焊接顯微鏡生產商 2025-06-14
- 常州顯微硬度計廠商 2025-06-14
- 山東煤氣熱值分析儀多少錢 2025-06-14
- 東城區供應TOKYODIAMOND性價比高 2025-06-14
- 常州硬質合金冷沖模具哪家好 2025-06-14
- 淮安數字打刻機批發零售 2025-06-14
- 常州出口288雙針床經編機哪家好 2025-06-14
- 貴州CCC球座批發 2025-06-14
- 吳江精密慢走絲設備選哪家 2025-06-14
- 瀏陽PET注塑機采購 2025-06-14
- 四川亞德客型氣缸定制 2025-06-14
- 平流式刮泥機訂做 2025-06-14