天津變壓吸附甲醇裂解制氫
甲醇裂解制氫設備面臨兩大挑戰:原料成本占比高(甲醇占制氫成本70%以上)和基礎設施不足(甲醇加注站普及度低)。解決方案包括:技術優化降低甲醇消耗,如通過催化劑升級和工藝改進提高轉化率;商業模式創新,如中石油"氫醇同站"模式,利用交叉補貼使終端氫氣價格降至35元/kg;政策推動,國家已出臺加醇站建設補貼政策(比較高300萬元/站),加速標準體系完善。未來,隨著綠色甲醇認證體系建立和供應鏈完善,甲醇制氫將加速商業化進程,預計到2025年市場規模突破80億元,年復合增長率達45%。氫能利用的理想狀態是“綠氫”,即利用可再生能源通過電解水制氫。天津變壓吸附甲醇裂解制氫

甲醇裂解制氫在眾多領域發揮著關鍵作用。在化工領域,高純度氫氣是合成氨、甲醇羰基化制醋酸、加氫精制等重要化工過程的原料。甲醇裂解制氫裝置可根據化工企業需求靈活調整生產規模,為其提供穩定的氫氣供應,避免因外部氫氣運輸受限導致的生產中斷。在燃料電池領域,甲醇裂解制氫為質子交換膜燃料電池(PEMFC)和固體氧化物燃料電池(SOFC)提供氫氣來源。尤其在分布式發電場景中,小型甲醇裂解制氫設備與燃料電池結合,清潔的電力供應,適用于偏遠地區供電、備用電源等場景。在交通運輸領域,甲醇裂解制氫為氫燃料電池汽車提供氫氣,相比直接儲存和運輸氫氣,甲醇液態儲存和運輸的便利性更具優勢。通過車載甲醇重整制氫系統,可實現氫氣的現場制備,解決氫氣儲存和運輸難題,為氫燃料電池汽車的廣泛應用提供新的解決方案。此外,在電子工業中,甲醇裂解制氫生產的高純度氫氣可用于半導體制造、電子器件生產中的還原、保護等工藝,滿足電子行業對超高純度氫氣的嚴格要求。 哪些甲醇裂解制氫設計隨著技術成熟度提升,甲醇裂解制氫有望成為氫能供應體系的重要支柱。

為了提高甲醇裂解制氫的效率和降低成本,研究人員在工藝改進和創新方面進行了大量的探索。一方面,對傳統的甲醇裂解制氫工藝進行優化。例如,通過改進反應器的結構設計,提高反應物料的混合效果和傳熱效率,從而提高反應的轉化率和選擇性。傳統的反應器通常采用固定床反應器,而近年來,流化床反應器、微通道反應器等新型反應器逐漸受到關注。流化床反應器具有良好的傳熱傳質性能,能夠地避免催化劑的局部過熱,提高催化劑的使用壽命;微通道反應器則具有極高的比表面積和傳熱效率。另一方面,開發新的甲醇裂解制氫工藝。例如,光熱催化甲醇裂解制氫技術是一種新興的制氫技術,它利用光能和熱能的協同作用,在較低的溫度下實現甲醇的裂解反應,降低了制氫過程的能耗4。此外,還有研究人員提出了等離子體輔助甲醇裂解制氫技術,通過等離子體的激發作用,提高甲醇分子的活性,促進反應的進行。這些新的工藝技術為甲醇裂解制氫提供了新的思路和方法,有望在未來的氫能產業中發揮重要的作用。
甲醇裂解制氫優勢 - 成本方面:從成本角度來看,甲醇裂解制氫具有優勢。甲醇來源廣,價格相對穩定。它既可以從煤炭、天然氣等資源制取,也可通過生物質轉化獲得。與其他一些制氫原料如天然氣相比,甲醇在運輸和儲存上更為便捷,這降低了運輸成本。而且,甲醇裂解制氫裝置的投資相對較小,不需要大型復雜的基礎設施建設。一套小型的甲醇裂解制氫設備,初期投資可能為同規模其他制氫設備的 60% - 70%。在運行過程中,其能耗相對較低,通過合理優化反應條件,可進一步降低成本,使得氫氣產出成本在市場上具備較強的競爭力,為眾多對氫氣成本敏感的行業提供了經濟的供氫方案。甲醇裂解制氫是一種清潔的氫氣生產方法。
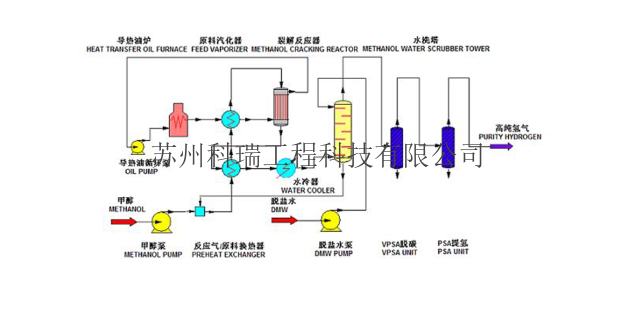
氫氣提純與雜質脫除技術突破氫氣提純單元的性能直接決定產品品質。變壓吸附(PSA)系統采用13X分子篩與活性炭復合床層,通過七塔九步工藝實現深度凈化:1)吸附階段(300秒)將CO?濃度從15%降至;2)均壓降階段(60秒)回收氫氣至;3)逆向放壓階段(40秒)配合真空泵(極限壓力50Pa)使產品純度達。針對燃料電池應用需求,某企業開發的鈀合金膜分離器(Pd-Ag=77:23)在350℃下氫氣滲透速率達8×10??mol/(m2·s·Pa),同時將CO含量控在,較PSA技術提升兩個數量級。雜質脫除方面,采用催化氧化-冷凝耦合工藝處理尾氣,通過Pt/Al?O?催化劑在220℃下將未轉化甲醇和CO轉化為CO?,再經-40℃深冷分離回收98%的有機組分。某石化項目實測表明,該組合工藝使VOCs排放濃度降至3,遠低于國標(60mg/Nm3)。 甲醇裂解制氫流程,需嚴格把控各環節參數。催化燃燒甲醇裂解制氫公司
甲醇裂解制氫,是一種制氫的重要工藝。天津變壓吸附甲醇裂解制氫
甲醇裂解制氫是通過甲醇與水蒸氣在催化劑作用下發生重整反應,生成氫氣與二氧化碳的能源轉化過程。其**反應式為:CH?OH+H?O→CO?+3H?(ΔH=+)。該反應為吸熱過程,需通過外加熱源維持反應溫度,通常在200-300℃區間內進行。催化劑的選擇直接影響反應效率與產物純度,銅基催化劑因活性高、選擇性好成為主流選擇,其納米化改性可進一步提升氫氣收率至95%以上。反應系統采用固定床或流化床反應器,甲醇-水混合物經氣化后進入催化床層。過程優化需平衡溫度、壓力、水醇比等參數:溫度升高促進反應速率但加劇設備負擔;研究表明,通過引入等離子體輔助催化或光熱協同作用,可實現低溫條件下的裂解,為車載移動制氫裝置的開發提供技術支撐。該技術的獨特優勢在于液態儲氫特性。 天津變壓吸附甲醇裂解制氫
- 高科技變壓吸附提氫吸附劑公司 2025-06-21
- 天然氣變壓吸附提氫吸附劑有哪些 2025-06-21
- 制造變壓吸附提氫吸附劑生產廠家 2025-06-21
- 大型變壓吸附提氫吸附劑費用 2025-06-21
- 新疆變壓吸附提氫吸附劑價格 2025-06-21
- 哪些變壓吸附提氫吸附劑哪家好 2025-06-21
- 甲醇變壓吸附提氫吸附劑生產廠家 2025-06-21
- 山東定制變壓吸附提氫吸附劑 2025-06-21
- 貴州智能變壓吸附提氫吸附劑 2025-06-21
- 廣東耐高溫變壓吸附提氫吸附劑 2025-06-21
- 山東圓柱形海綿 2025-06-21
- 安徽水性涂料色漿零售 2025-06-21
- 吉林a高溫煅燒氧化鋁 2025-06-21
- 江蘇造粒擴散油廠家排名 2025-06-21
- 北京高純度四乙酰乙二胺俗稱是什么 2025-06-21
- 杭州化妝品用珠光粉生產 2025-06-21
- 山東重結晶四乙酰乙二胺售價 2025-06-21
- 子云精餾分離技術研發服務價格 2025-06-21
- 提煉精細化學批發廠家 2025-06-21
- 靜安區Merck電阻儀Merck儀器參數 2025-06-21