鹽城真空釬焊散熱鰭片價格
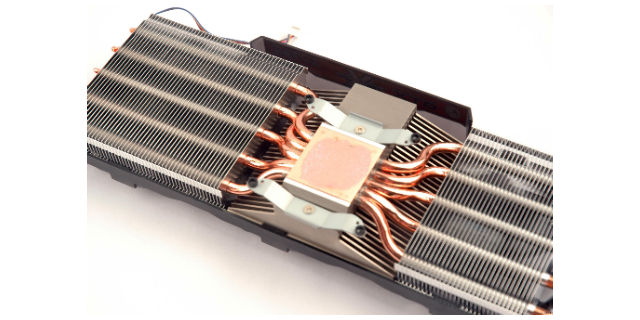
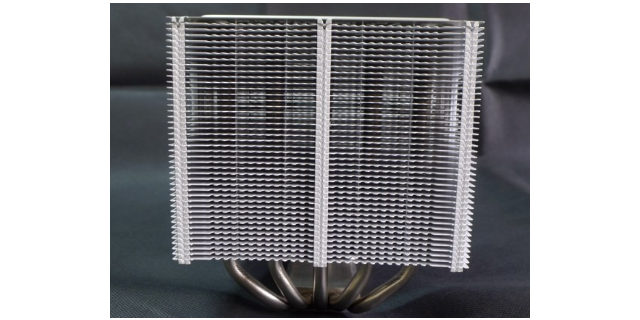
另一方面底座上熱量可直接傳遞至連接部上,有效提高散熱效率。為更清楚地闡述本實用新型的結構特征和功效,下面結合附圖與具體實施例來對本實用新型進行詳細說明。附圖說明圖1是本實用新型之較佳實施例的立體示意圖;圖2是本實用新型之較佳實施例中散熱鰭片的放大示意圖;圖3是本實用新型之較佳實施例的主視圖;圖4是本實用新型之較佳實施例中沖壓鉚合過程的狀態局部截面示意圖;圖5是本實用新型之較佳實施例中沖壓鉚合過程的第二狀態局部截面示意圖;圖6是本實用新型之較佳實施例中沖壓鉚合過程的第三狀態局部截面示意圖;圖7是本實用新型之第二較佳實施例的立體示意圖;圖8是本實用新型之第二較佳實施例的截面圖;圖9是本實用新型之第三較佳實施例的立體示意圖;圖10是本實用新型之第三較佳實施例中散熱鰭片的放大示意圖;圖11是本實用新型之第三較佳實施例的主視圖;圖12是本實用新型之第三較佳實施例中沖壓鉚合過程的狀態局部截面示意圖;圖13是本實用新型之第三較佳實施例中沖壓鉚合過程的第二狀態局部截面示意圖;圖14是本實用新型之第三較佳實施例中沖壓鉚合過程的第三狀態局部截面示意圖;圖15是本實用新型之第四較佳實施例的立體示意圖。自動化散熱鰭片市場哪家好,誠心推薦常州三千科技有限公司。鹽城真空釬焊散熱鰭片價格

所述防絮凝劑質量為鈦粉質量的~%wt,防析出劑質量為鈦粉質量的~%wt,防沉淀劑質量為鈦粉質量的~4%wt。上述鈦納米聚合物膠體的制備方法中,所述臥式球磨機膠體化處理具體如下:首先,所述混合物由送料機經入料中空軸螺旋均勻地進入球磨機倉,在倉中進行重擊處理;然后,經過重擊處理的混合物進入第二倉,在第二倉中進行細研磨;后,細研磨后的物料通過所述臥式球磨機的篩欄板排出后,經過振動篩粉機,形成所述鈦納米聚合物膠體;其中,重擊處理的重擊力度可根據下述公式得到:在公式(1)中,rcfi為所述倉中第i個球介受到的離心力,mi為所述倉中第i個球介的質量,r為所述空軸螺旋的旋轉半徑,n為所述空軸螺旋的轉速,g為重力加速度;在公式(2)中,e為重擊力,rcfi為所述倉中第i個球介受到的離心力,mi為所述倉中第i個球介的質量,hi為所述第i個球介離心后距離倉底的大高度,n為倉中球介的數量。所述臥式球磨機的型號為:ф900×1800所述研磨時間為~,研磨后自然冷卻到室溫,之后過濾,得到細度為50~75nm以下的鈦納米初聚物。所述膠體化處理時間為2~4h。推薦地。鹽城真空釬焊散熱鰭片價格多功能散熱鰭片設備哪家好,誠心推薦常州三千科技有限公司。
上述料罐為石墨烯聚合物制備設備料罐,在**cn。第二,本發明還提供上述led散熱鰭片用稀有金屬散熱防腐蝕涂料的制備方法,包括以下步驟:(1)制備組分a:將雙酚a樹脂、部分混合溶劑、雙酚f樹脂、石墨烯膠體、鈦納米聚合物膠體、高導熱超細粉、混合助劑、防沉劑混合均勻;研磨;得到組分a保存;(2)制備組分b:特種固化劑與部分混合溶劑混勻;得到組分b保存;(3)將組分a與組分b混合使用。推薦地,上述步驟(1)具體為:將雙酚a樹脂與部分混合溶劑混合均勻,加入雙酚f樹脂,攪拌25~30min混合均勻,加入石墨烯膠體,高速攪拌10~20min混合均勻,加入鈦納米聚合物膠體均質化10~20min,先后依次加入高導熱超細粉、混合助劑、防沉劑各攪拌10~20min;高速攪拌30~50min混勻;超聲震蕩40~120min;研磨、過濾。上述高速攪拌,為250~350rpm機械攪拌。上述步驟(2)所述混合溶劑占混合溶劑總量的20~30%。上述步驟(1)所述研磨、過濾,研磨、過濾至細度30μm以下。上述led散熱鰭片用稀有金屬散熱防腐蝕涂料使用方法為:涂覆在待保護的led散熱鰭片散熱面表面。推薦涂覆方法為噴涂,可噴涂1遍,或噴涂遍后,表干(自然干燥4~6h)后噴涂第二遍;成膜實干。
并不用于限定本發明。制備例1鈦納米聚合物膠體的制備:金屬含量大于%的純鈦粉100g、與鈦粉質量5%wt的粉碎劑(低分子量環氧樹脂e51)、鈦粉質量5%wt的助粉碎劑(油酸)和%的分散劑(byk170)一起加入到100g膠體載體(二甲苯)中,300rpm髙攪混合均勻,取該混合物加入到粉碎機的料罐中,進行3h研磨,研磨后自然冷卻到室溫,之后過濾,得到細度為50~75nm以下的鈦納米初聚物;然后,向鈦納米初聚物中加入鈦粉質量%wt的防絮凝劑(萘磺酸鹽甲醛縮合物)、鈦粉質量%wt的防析出劑(硬脂酸)和鈦粉質量%的防沉淀劑(byk410),再經臥式球磨機膠體化處理2h,后獲得鈦納米聚合物膠體。所述臥式球磨機膠體化處理具體如下:首先,所述混合物由送料機經入料中空軸螺旋均勻地進入球磨機倉,在倉中進行重擊處理;然后,經過重擊處理的混合物進入第二倉,在第二倉中進行細研磨;后,細研磨后的物料通過所述臥式球磨機的篩欄板排出后,經過振動篩粉機,形成所述鈦納米聚合物膠體;其中,重擊處理的重擊力度可根據下述公式得到:在公式(1)中,rcfi為所述倉中第i個球介受到的離心力,mi為所述倉中第i個球介的質量,r為所述空軸螺旋的旋轉半徑,n為所述空軸螺旋的轉速,g為重力加速度;在公式(2)中。自動化散熱鰭片銷售廠家哪家好,誠心推薦常州三千科技有限公司。
v:v=1:1)45g;(1)a組分:將上述雙酚a樹脂和混合溶劑33g加入制漆桶中,開動攪拌,混合均勻;加入雙酚f樹脂,攪拌30min混合均勻,加入石墨烯膠體300rpm高速攪拌20min混合均勻,加入鈦納米聚合物膠體均質化20min,先后依次加入碳化硅及byk301、byk410,各攪拌10min;300rpm高速攪拌50min混勻;超聲震蕩120min;研磨、過濾至細度30μm,灌桶包裝;(2)b組分:取t318g加上12g混合溶劑,攪拌均勻。實施例6(在實施例2基礎上)一種led散熱鰭片用稀有金屬散熱防腐蝕涂料的制備:按下述配方(質量份數計):混合溶劑(乙醇/丁醇,v:v=1:1)49g;(1)a組分:將上述雙酚a樹脂和混合溶劑,開動攪拌,混合均勻;加入雙酚f樹脂,攪拌30min混合均勻,加入石墨烯膠體300rpm高速攪拌20min混合均勻,加入鈦納米聚合物膠體均質化20min,先后依次加入氮化硼及byk331、膨潤土,各攪拌10min;300rpm高速攪拌50min混勻;超聲震蕩120min;研磨、過濾至細度30μm,灌桶包裝;(2)b組分;取t318g、,攪拌均勻。實施例7(在實施例1基礎上)一種led散熱鰭片用稀有金屬散熱防腐蝕涂料的制備:按下述配方(質量份數計):混合溶劑(乙醇/丁醇,v:v=1:1)45g;(1)a組分:將上述雙酚a樹脂和混合溶劑33g加入制漆桶中。自動化散熱鰭片廠家現貨哪家好,誠心推薦常州三千科技有限公司。鹽城真空釬焊散熱鰭片價格
自動化散熱鰭片供應商家哪家好,誠心推薦常州三千科技有限公司。鹽城真空釬焊散熱鰭片價格
所述平板部設置有空腔,每個所述翅片部設置有第二空腔,每個所述第二空腔均與所述空腔相連通,所述平板部與所述箱體連接,熱源設于所述箱體內。進一步地,所述箱體上開設有通槽,所述通槽與所述平板部位置對應配合。進一步地,所述箱體呈一端具有開口的盒狀結構,所述箱體的內腔形成用于收容熱源的收容腔,所述箱體上相對開口端的側壁形成連接平面,所述平板部與所述連接平面連接,所述通槽開設在所述連接平面上且與所述收容腔相連通。進一步地,所述平板部上開設有固定孔,所述連接平面上對應所述固定孔開設有第二固定孔,所述固定孔與所述第二固定孔之間通過緊固件連接。進一步地,多個所述翅片部位于所述平板部的同一側,多個所述翅片部相互平行設置,所述翅片部與所述平板部之間形成一夾角α。進一步地,所述平板部與每個所述翅片部之間均設置有連接部,所述連接部與所述平板部及所述翅片部均連通,所述連接部包括連接部和第二連接部,所述連接部與所述第二連接部之間形成有折彎線,所述連接部呈等腰直角三角形,所述第二連接部呈直角梯形,所述直角梯形的長邊與其中一條腰之間的夾角為45°。鹽城真空釬焊散熱鰭片價格
- 湖州凹凸單板散熱鰭片定制 2025-07-10
- 淮安軌道交通折疊fin報價 2025-07-09
- 常州散熱鰭片報價 2025-07-09
- 泰州銅鋁合金散熱鰭片廠家 2025-07-09
- 徐州機箱散熱散熱鰭片報價 2025-07-09
- 嘉興銅鋁合金散熱鰭片廠家 2025-07-09
- 徐州合金折疊fin 2025-07-09
- 鹽城真空釬焊散熱鰭片價格 2025-07-09
- 上海真空釬焊散熱鰭片空氣凈化 2025-07-09
- 宿遷液冷板折疊fin工程 2025-07-08
- 文成切割機哪家好 2025-07-10
- 崇明區耐用耐腐蝕橡膠墊片 2025-07-10
- 本地檢測設備成交價 2025-07-10
- 武漢空氣動壓軸承工作原理 2025-07-10
- 青海哪里有鋼絲繩 2025-07-10
- 山西天然氣蒸汽發生器費用 2025-07-10
- 山東QTYH-20氣源處理器 2025-07-10
- 青海電子鏈板生產線服務商 2025-07-10
- 湖州龍門加工空壓機油箱 2025-07-10
- 內蒙古碳纖維高溫碳化爐設備 2025-07-10