-
 錫山區(qū)直銷非標(biāo)生產(chǎn)線控制系統(tǒng)哪里買
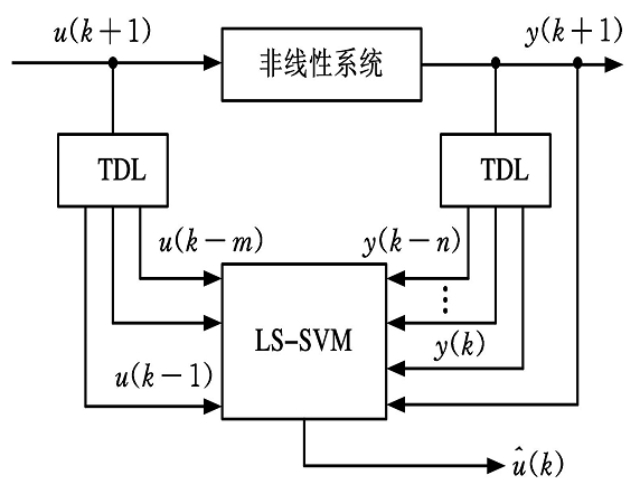
錫山區(qū)直銷非標(biāo)生產(chǎn)線控制系統(tǒng)哪里買在調(diào)試階段,采用模擬實(shí)際生產(chǎn)環(huán)境的調(diào)試方法,對(duì)生產(chǎn)線的各項(xiàng)功能進(jìn)行***測(cè)試。驗(yàn)收與交付階段的質(zhì)量控制:依據(jù)與客戶簽訂的合同要求,制定詳細(xì)的驗(yàn)收標(biāo)準(zhǔn)與流程。邀請(qǐng)客戶到廠進(jìn)行預(yù)驗(yàn)收,***展示設(shè)備的各項(xiàng)功能,并提供詳細(xì)的測(cè)試報(bào)告和操作手冊(cè)等資料。針對(duì)客戶提出的改進(jìn)意見進(jìn)行整改,確保設(shè)備在實(shí)際生產(chǎn)環(huán)境下連續(xù)穩(wěn)定運(yùn)行,并達(dá)到合同要求的性能指標(biāo)。三、生產(chǎn)流程優(yōu)化與控制引入先進(jìn)技術(shù):融入先進(jìn)的傳感器技術(shù)、物聯(lián)網(wǎng)技術(shù)等,實(shí)現(xiàn)設(shè)備的智能監(jiān)控與自動(dòng)調(diào)節(jié),減少能耗與人力成本。實(shí)施準(zhǔn)時(shí)化生產(chǎn)(JIT),確保物料與零部件的及時(shí)供應(yīng),避免過度庫存積壓。錫山區(qū)直銷非標(biāo)生產(chǎn)線控制系統(tǒng)哪里買溫控硬件電路如圖4所示,采用脈寬...
2025-04-25 -
 新吳區(qū)庫存非標(biāo)生產(chǎn)線控制系統(tǒng)按需定制
新吳區(qū)庫存非標(biāo)生產(chǎn)線控制系統(tǒng)按需定制采用分時(shí)控制方式實(shí)現(xiàn)兩組數(shù)據(jù)的設(shè)定和顯示以擴(kuò)展I/O 點(diǎn)數(shù)。當(dāng)系統(tǒng)需設(shè)置及顯示多組數(shù)值時(shí),可相應(yīng)增加撥盤開關(guān)和顯示器的組數(shù),并增加對(duì)應(yīng)的選通端數(shù)。用不同的選通端分別選通各組撥盤開關(guān)或顯示器,以實(shí)現(xiàn)多組數(shù)據(jù)的設(shè)定及顯示。這種有軟件支持的分時(shí)控制方式,實(shí)質(zhì)上擴(kuò)展了可編程控制器的I/O點(diǎn)數(shù),從而更充分地開發(fā)其功能。它具有結(jié)構(gòu)簡單、可擴(kuò)充性好等優(yōu)點(diǎn)。 [3]溫度檢測(cè)控制在生產(chǎn)流水線工作過程中,有些工序需要進(jìn)行溫度控制(如電視機(jī)裝配流水線的高常溫老化工步)。系統(tǒng)溫控部分組成方框圖如圖2所示。它包括實(shí)時(shí)溫度檢測(cè)和溫度控制兩種功能。節(jié)性:非標(biāo)生產(chǎn)線控制系統(tǒng)具有極高的靈活性和可調(diào)節(jié)性。新吳區(qū)庫存非標(biāo)生產(chǎn)線控制...
2025-04-25 -
常州定做非標(biāo)生產(chǎn)線控制系統(tǒng)哪里買
工業(yè)的發(fā)展,各行各業(yè)對(duì)工人的需求量都在大幅度的提高。在生產(chǎn)部門中,勞動(dòng)密集型的企業(yè)工人工資是一筆很大的支出。而且成本在逐年呈急劇上漲趨勢(shì)。在保證產(chǎn)品質(zhì)量的前題下,想要做出更便宜實(shí)惠的產(chǎn)品,可以走的路就是降低生產(chǎn)成本,提高生產(chǎn)效率,但畢竟人工作業(yè)的速度和時(shí)間是有限的。不管哪一個(gè)工位,任何一種產(chǎn)品,我們都不排除可以依靠自動(dòng)化機(jī)器來操作的可能。設(shè)備的成本是一次性支出,而帶來的卻是常年的**度保質(zhì)保量的產(chǎn)出。反觀勞動(dòng)工人的薪資待遇卻是只升不降(由勞動(dòng)法確定),而且每月都得按時(shí)支付,此費(fèi)用隨著工人工作年限的延長而增加。鼓勵(lì)員工參與持續(xù)改進(jìn)活動(dòng),提出優(yōu)化建議,共同提升生產(chǎn)效率。常州定做非標(biāo)生產(chǎn)線控制系統(tǒng)哪...
2025-04-25 -
江蘇國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)銷售廠家
3.先導(dǎo)器:制作以目視即能了解節(jié)拍時(shí)間的裝置。4.U字型生產(chǎn)線:將設(shè)備依工程順序逆時(shí)針排列,并由一人負(fù)責(zé)出口及入口。5.AB控制:只有當(dāng)后工程無產(chǎn)品,而前工程有產(chǎn)品的情形,才進(jìn)行工程。6.燈號(hào):傳達(dá)生產(chǎn)線流程中產(chǎn)品異狀的裝置。7.后工程領(lǐng)取:生產(chǎn)線的產(chǎn)品要因應(yīng)后工程的需求。自動(dòng)線中設(shè)備的聯(lián)結(jié)方式有剛性聯(lián)接和柔性聯(lián)接兩種。剛性聯(lián)接在剛性聯(lián)接自動(dòng)線中,工序之間沒有儲(chǔ)料裝置,工件的加工和傳送過程有嚴(yán)格的節(jié)奏性。當(dāng)某一臺(tái)設(shè)備發(fā)生故障而停歇時(shí),會(huì)引起全線停工。因此,對(duì)剛性聯(lián)接自動(dòng)線中各種設(shè)備的工作可靠性要求高。邀請(qǐng)客戶進(jìn)行預(yù)驗(yàn)收和驗(yàn)收,確保設(shè)備在實(shí)際生產(chǎn)環(huán)境下連續(xù)穩(wěn)定運(yùn)行,并滿足合同要求。江蘇國產(chǎn)非標(biāo)生...
2025-04-25 -
 江蘇購買非標(biāo)生產(chǎn)線控制系統(tǒng)按需定制
江蘇購買非標(biāo)生產(chǎn)線控制系統(tǒng)按需定制自動(dòng)生產(chǎn)線(automatic production line)是指由自動(dòng)化機(jī)器體系實(shí)現(xiàn)產(chǎn)品工藝過程的一種生產(chǎn)組織形式。它是在連續(xù)流水線的進(jìn)一步發(fā)展的基礎(chǔ)上形成的。其特點(diǎn)是:加工對(duì)象自動(dòng)地由一臺(tái)機(jī)床傳送到另一臺(tái)機(jī)床,并由機(jī)床自動(dòng)地進(jìn)行加工、裝卸、檢驗(yàn)等;工人的任務(wù)*是調(diào)整、監(jiān)督和管理自動(dòng)線,不參加直接操作;所有的機(jī)器設(shè)備都按統(tǒng)一的節(jié)拍運(yùn)轉(zhuǎn),生產(chǎn)過程是高度連續(xù)的。 [1]二十世紀(jì)20年代,隨著汽車、滾動(dòng)軸承、小型電動(dòng)機(jī)和縫紉機(jī)等工業(yè)發(fā)展,機(jī)械制造中開始出現(xiàn)自動(dòng)線,**早出現(xiàn)的是組合機(jī)床自動(dòng)線。在二十世紀(jì)20年代之前,首先是在汽車工業(yè)中出現(xiàn)了流水生產(chǎn)線和半自動(dòng)生產(chǎn)線,隨后發(fā)展成為自動(dòng)線。第二次世界...
2025-04-25 -
新吳區(qū)本地非標(biāo)生產(chǎn)線控制系統(tǒng)哪里買
為提高自動(dòng)線的生產(chǎn)率,必須保證自動(dòng)線的工作可靠性。影響自動(dòng)線工作可靠性的主要因素是加工質(zhì)量的穩(wěn)定性和設(shè)備工作可靠性。自動(dòng)線的發(fā)展方向主要是提高生產(chǎn)率和增大多用性、靈活性。為適應(yīng)多品種生產(chǎn)的需要,將發(fā)展能快速調(diào)整的可調(diào)自動(dòng)線。 [8]維修自動(dòng)生產(chǎn)線節(jié)省了大量的時(shí)間和成本,在工業(yè)發(fā)達(dá)的城市,自動(dòng)生產(chǎn)線的維修成為熱點(diǎn)。自動(dòng)生產(chǎn)線維修主要靠操作工與維修工來共同完成。自動(dòng)生產(chǎn)線維修的兩大方法:1.同步修理法:在生產(chǎn)當(dāng)中,如發(fā)現(xiàn)故障盡量不修,采取維持方法。使生產(chǎn)線繼續(xù)生產(chǎn)到節(jié)假日,集中維修工、操作工,對(duì)所有問題,同時(shí)修理。設(shè)備在星期一正常全線生產(chǎn)。非標(biāo)生產(chǎn)線控制系統(tǒng)能夠?qū)崟r(shí)監(jiān)控生產(chǎn)過程中的各種參數(shù)和狀態(tài),...
2025-04-25 -
宜興銷售非標(biāo)生產(chǎn)線控制系統(tǒng)保養(yǎng)
系統(tǒng)順序控制由開關(guān)順序選通輸入和順序控制輸出組成,其中開關(guān)點(diǎn)數(shù)根據(jù)生產(chǎn)過程中工步的數(shù)量設(shè)置。按工步要求這些開關(guān)分別由選用按鈕、鈕子開關(guān)、限位開關(guān)、行程開關(guān)等組成,采用單點(diǎn)輸入方式。而有些工步則利用軟件定時(shí),當(dāng)定時(shí)時(shí)間達(dá)到預(yù)定值,便自動(dòng)切換工步 順序控制輸出是各工步輸入信號(hào)通過PLC機(jī)處理后,輸出控制信號(hào)推動(dòng)執(zhí)行元件實(shí)現(xiàn)工步切換。這些執(zhí)行元件分別由指示燈、繼電器、接觸器、電磁閥等組成。 [3]參數(shù)設(shè)置參數(shù)設(shè)置與數(shù)值顯示為使流水線能按產(chǎn)品的要求更改工藝參數(shù),就必需改變可編程控制器內(nèi)部的數(shù)據(jù)設(shè)定,并監(jiān)視其運(yùn)行狀況。因此,參數(shù)設(shè)置和數(shù)值顯示是系統(tǒng)的重要組成部分。由于流水線上所需設(shè)定的參數(shù)較多,而PLC...
2025-04-25 -
南京購買非標(biāo)生產(chǎn)線控制系統(tǒng)專賣店
工作過程要巡檢,重點(diǎn)部位要抽檢,發(fā)現(xiàn)異樣要記錄,小問題班前班后處理(時(shí)間不長),大問題做好配件準(zhǔn)備;3.統(tǒng)一全線停機(jī)維修,做好易損件計(jì)劃,提前更換易損件,防患于未然。數(shù)字控制機(jī)床、工業(yè)機(jī)器人和電子計(jì)算機(jī)等技術(shù)的發(fā)展,以及成組技術(shù)的應(yīng)用,將使自動(dòng)線的靈活性更大,可實(shí)現(xiàn)多品種、中小批量生產(chǎn)的自動(dòng)化。多品種可調(diào)自動(dòng)線,降低了自動(dòng)線生產(chǎn)的經(jīng)濟(jì)批量,因而在機(jī)械制造業(yè)中的應(yīng)用越來越***,并向更高度自動(dòng)化的柔性制造系統(tǒng)發(fā)展。將合同金額下推到預(yù)算報(bào)價(jià),以預(yù)算報(bào)價(jià)中的料工費(fèi)作為成本控制上限。南京購買非標(biāo)生產(chǎn)線控制系統(tǒng)專賣店非標(biāo)自動(dòng)化設(shè)備的制作不像普標(biāo)設(shè)備制作那么簡單,普標(biāo)設(shè)備的制作生產(chǎn)根據(jù)具體的規(guī)定按流程制作...
2025-04-24 -
 南京購買非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格
南京購買非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格VMQ++非標(biāo)檢測(cè)項(xiàng)目是某**手機(jī)生產(chǎn)商的零部件的檢測(cè)需求的非標(biāo)檢測(cè)設(shè)備。凝聚了影像測(cè)量領(lǐng)域的多項(xiàng)技術(shù)成果,并融入了創(chuàng)新測(cè)量理念。它適用于產(chǎn)線上的批量快速在線測(cè)量。VMQ++可以根據(jù)產(chǎn)線要求,定制自動(dòng)進(jìn)出料結(jié)構(gòu),極大提高生產(chǎn)效率。VMQ++具備可定制智能機(jī)械手,檢測(cè)前后自動(dòng)抓取工件;自動(dòng)圖像匹配功能,無需移動(dòng)工件即可實(shí)現(xiàn)快速檢測(cè);超精密全自動(dòng)測(cè)量,3軸CNC控制;精密花崗巖機(jī)臺(tái),精度高、穩(wěn)定性好;可程控4分區(qū)環(huán)形表面光源,LED輪廓光源;直徑150mm大口徑雙遠(yuǎn)心鏡頭,視野范圍廣,測(cè)量效率高;支持多工件并行測(cè)量;500萬像素CCD圖像傳感器,分辨率高。鼓勵(lì)員工參與持續(xù)改進(jìn)活動(dòng),提出優(yōu)化建議,共...
2025-04-24 -
 常州國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)操作
常州國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)操作醫(yī)療器械:非標(biāo)生產(chǎn)線助力醫(yī)療器械生產(chǎn),滿足高精度、高潔凈度的生產(chǎn)要求。食品飲料:非標(biāo)生產(chǎn)線滿足食品飲料行業(yè)對(duì)衛(wèi)生、安全、高效的生產(chǎn)需求。新能源:非標(biāo)生產(chǎn)線助力新能源產(chǎn)業(yè),提高電池、光伏組件等產(chǎn)品的生產(chǎn)效率。三、優(yōu)勢(shì)提高生產(chǎn)效率:非標(biāo)生產(chǎn)線采用智能化技術(shù),實(shí)現(xiàn)生產(chǎn)過程的自動(dòng)化,從而提高生產(chǎn)效率。降低生產(chǎn)成本:通過個(gè)性化定制,非標(biāo)生產(chǎn)線降低企業(yè)在人力、物料、能源等方面的消耗,實(shí)現(xiàn)降本增效。提升產(chǎn)品質(zhì)量:非標(biāo)生產(chǎn)線采用先進(jìn)的生產(chǎn)工藝和設(shè)備,提高產(chǎn)品質(zhì)量,增強(qiáng)市場(chǎng)競(jìng)爭力。在測(cè)試過程中,及時(shí)發(fā)現(xiàn)并解決設(shè)備存在的問題,如定位精度偏差、機(jī)械結(jié)構(gòu)熱脹冷縮等。常州國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)操作數(shù)據(jù)處理:控制器接收傳...
2025-04-24 -
錫山區(qū)國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)24小時(shí)服務(wù)
在調(diào)試階段,采用模擬實(shí)際生產(chǎn)環(huán)境的調(diào)試方法,對(duì)生產(chǎn)線的各項(xiàng)功能進(jìn)行***測(cè)試。驗(yàn)收與交付階段的質(zhì)量控制:依據(jù)與客戶簽訂的合同要求,制定詳細(xì)的驗(yàn)收標(biāo)準(zhǔn)與流程。邀請(qǐng)客戶到廠進(jìn)行預(yù)驗(yàn)收,***展示設(shè)備的各項(xiàng)功能,并提供詳細(xì)的測(cè)試報(bào)告和操作手冊(cè)等資料。針對(duì)客戶提出的改進(jìn)意見進(jìn)行整改,確保設(shè)備在實(shí)際生產(chǎn)環(huán)境下連續(xù)穩(wěn)定運(yùn)行,并達(dá)到合同要求的性能指標(biāo)。三、生產(chǎn)流程優(yōu)化與控制引入先進(jìn)技術(shù):融入先進(jìn)的傳感器技術(shù)、物聯(lián)網(wǎng)技術(shù)等,實(shí)現(xiàn)設(shè)備的智能監(jiān)控與自動(dòng)調(diào)節(jié),減少能耗與人力成本。在裝配過程中進(jìn)行定時(shí)巡檢,及時(shí)發(fā)現(xiàn)并糾正不規(guī)范操作。錫山區(qū)國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)24小時(shí)服務(wù)采用分時(shí)控制方式實(shí)現(xiàn)兩組數(shù)據(jù)的設(shè)定和顯示以擴(kuò)展...
2025-04-24 -
江蘇定做非標(biāo)生產(chǎn)線控制系統(tǒng)銷售廠家
在虛擬流水線方式下,若干個(gè)被加工的工件或裝配主體件固定在工作平臺(tái)(工位)上不動(dòng)。而人員、設(shè)備(可移動(dòng)的)和工具按照一定的順序在不同的工位之間流動(dòng),完成指派的加工任務(wù)。這種人員、設(shè)備和工具的流動(dòng)構(gòu)成了“人員流”與“設(shè)備工具流”。對(duì)于同一個(gè)要加工的工件,它的整個(gè)加工任務(wù)是由不同的操作人員依次操作完成的;對(duì)于同一個(gè)操作者,在不同的工位之間重復(fù)完成相同或類似的加工任務(wù)。從物理空間,加工的工件固定不動(dòng),而在邏輯上,工件依次在不同的人員和設(shè)備工具之間相對(duì)流動(dòng)而被加工,因此引用“虛擬”來描述工件的這種邏輯上的流動(dòng),產(chǎn)生了“虛擬流水線”的概念完成裝配后進(jìn)入調(diào)試階段,采用模擬實(shí)際生產(chǎn)環(huán)境的調(diào)試方法,對(duì)生產(chǎn)線的各...
2025-04-24 -
江蘇安裝非標(biāo)生產(chǎn)線控制系統(tǒng)哪里買
控制系統(tǒng)自動(dòng)線的控制系統(tǒng)主要用于保證線內(nèi)的機(jī)床、工件傳送系統(tǒng),以及輔助設(shè)備按照規(guī)定的工作循環(huán)和聯(lián)鎖要求正常工作,并設(shè)有故障尋檢裝置和信號(hào)裝置。為適應(yīng)自動(dòng)線的調(diào)試和正常運(yùn)行的要求,控制系統(tǒng)有三種工作狀態(tài):調(diào)整、半自動(dòng)和自動(dòng)。在調(diào)整狀態(tài)時(shí)可手動(dòng)操作和調(diào)整,實(shí)現(xiàn)單臺(tái)設(shè)備的各個(gè)動(dòng)作;在半自動(dòng)狀態(tài)時(shí)可實(shí)現(xiàn)單臺(tái)設(shè)備的單循環(huán)工作;在自動(dòng)狀態(tài)時(shí)自動(dòng)線能連續(xù)工作。控制系統(tǒng)有“預(yù)停”控制機(jī)能,自動(dòng)線在正常工作情況下需要停車時(shí),能在完成一個(gè)工作循環(huán)、各機(jī)床的有關(guān)運(yùn)動(dòng)部件都回到原始位置后才停車。自動(dòng)線的其他輔助設(shè)備是根據(jù)工藝需要和自動(dòng)化程度設(shè)置的,如有清洗機(jī)工件自動(dòng)檢驗(yàn)裝置、自動(dòng)換刀裝置、自動(dòng)捧屑系統(tǒng)和集中冷卻系統(tǒng)等...
2025-04-24 -
新吳區(qū)安裝非標(biāo)生產(chǎn)線控制系統(tǒng)供應(yīng)商家
非標(biāo)項(xiàng)目的出現(xiàn)的主要原因,是精密制造業(yè)的不斷創(chuàng)新發(fā)展,引起精密制造產(chǎn)品的形狀、尺寸等屬性的變化,致使傳統(tǒng)精密檢測(cè)設(shè)備的測(cè)量速度和測(cè)量精度以及流水線檢測(cè)功能的逐漸落后,企業(yè)急需功能完備,速度快效率高,精度準(zhǔn),而且可連入流水生產(chǎn)線的檢測(cè)設(shè)備。非標(biāo)檢測(cè)就是精密檢測(cè)供應(yīng)商根據(jù)市場(chǎng)需求推出的新型精密檢測(cè)設(shè)備。非標(biāo)項(xiàng)目智能化,速度高,對(duì)流水線生產(chǎn)效率的提高有著很大的貢獻(xiàn),隨著生產(chǎn)的擴(kuò)大,非標(biāo)檢測(cè)將成為流水線生產(chǎn)檢測(cè)的主流。通過優(yōu)化設(shè)備結(jié)構(gòu),減少材料浪費(fèi),提高生產(chǎn)效率。新吳區(qū)安裝非標(biāo)生產(chǎn)線控制系統(tǒng)供應(yīng)商家1、按照設(shè)備使用說明,制定合理的檢修定額,提高檢修技術(shù)水平;2、檢查溫度傳器、壓力變送器、電動(dòng)調(diào)節(jié)閥接納...
2025-04-23 -
江蘇整套非標(biāo)生產(chǎn)線控制系統(tǒng)操作
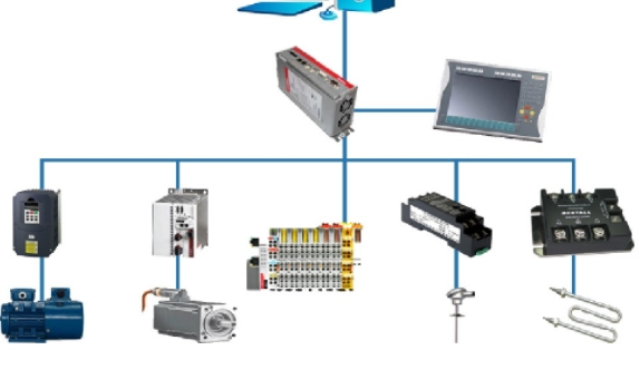
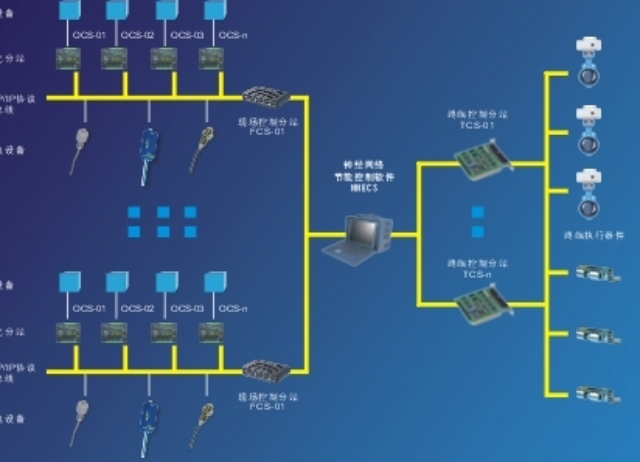
傳感器與執(zhí)行器:用于實(shí)時(shí)監(jiān)測(cè)生產(chǎn)線上的各種參數(shù)和狀態(tài),以及執(zhí)行控制指令。控制器:作為系統(tǒng)的**,負(fù)責(zé)接收傳感器信號(hào)、處理數(shù)據(jù)、發(fā)出控制指令。人機(jī)界面:提供友好的操作界面,方便操作人員監(jiān)控生產(chǎn)線的運(yùn)行狀態(tài)并進(jìn)行必要的調(diào)整。通訊網(wǎng)絡(luò):實(shí)現(xiàn)控制器、傳感器、執(zhí)行器以及人機(jī)界面之間的數(shù)據(jù)傳輸和通訊。三、工作原理非標(biāo)生產(chǎn)線控制系統(tǒng)的工作原理通常包括以下幾個(gè)步驟:數(shù)據(jù)采集:通過傳感器實(shí)時(shí)監(jiān)測(cè)生產(chǎn)線上的各種參數(shù)和狀態(tài)。在項(xiàng)目啟動(dòng)之初,與客戶進(jìn)行深入溝通,明確自動(dòng)化需求的具體細(xì)節(jié),避免后期因需求變更導(dǎo)致的成本超支。江蘇整套非標(biāo)生產(chǎn)線控制系統(tǒng)操作分部修理法:自動(dòng)生產(chǎn)線如有較大問題,修理時(shí)間較長。不能用同步修理法。...
2025-04-23 -
無錫整套非標(biāo)生產(chǎn)線控制系統(tǒng)供應(yīng)商家
按照工作流程的不同,生產(chǎn)系統(tǒng)可分為流水線生產(chǎn)(Flow—Line)、固定工位生產(chǎn)(Fixed—Location)、作業(yè)生產(chǎn)(Job—Shop)。流水線生產(chǎn)是大批量生產(chǎn)類型企業(yè)的典型生產(chǎn)模式,具有很高的生產(chǎn)效率,但適應(yīng)性差,柔性不足。生產(chǎn)流水線是按照生產(chǎn)工藝, 有序生產(chǎn)產(chǎn)品的過程,工件在工位之間按照一定的順序流動(dòng),而設(shè)備不動(dòng),人員不動(dòng)或者在工位范圍內(nèi)局部走動(dòng)。按照工作流程的不同,生產(chǎn)系統(tǒng)可分為流水線生產(chǎn)(Flow—Line)、固定工位生產(chǎn)(Fixed—Location)、作業(yè)生產(chǎn)(Job—Shop)。流水線生產(chǎn)是大批量生產(chǎn)類型企業(yè)的典型生產(chǎn)模式。流水線生產(chǎn)具有很高的生產(chǎn)效率,但適應(yīng)性差,柔性不足...
2025-04-23 -
常州銷售非標(biāo)生產(chǎn)線控制系統(tǒng)保養(yǎng)
在調(diào)試階段,采用模擬實(shí)際生產(chǎn)環(huán)境的調(diào)試方法,對(duì)生產(chǎn)線的各項(xiàng)功能進(jìn)行***測(cè)試。驗(yàn)收與交付階段的質(zhì)量控制:依據(jù)與客戶簽訂的合同要求,制定詳細(xì)的驗(yàn)收標(biāo)準(zhǔn)與流程。邀請(qǐng)客戶到廠進(jìn)行預(yù)驗(yàn)收,***展示設(shè)備的各項(xiàng)功能,并提供詳細(xì)的測(cè)試報(bào)告和操作手冊(cè)等資料。針對(duì)客戶提出的改進(jìn)意見進(jìn)行整改,確保設(shè)備在實(shí)際生產(chǎn)環(huán)境下連續(xù)穩(wěn)定運(yùn)行,并達(dá)到合同要求的性能指標(biāo)。三、生產(chǎn)流程優(yōu)化與控制引入先進(jìn)技術(shù):融入先進(jìn)的傳感器技術(shù)、物聯(lián)網(wǎng)技術(shù)等,實(shí)現(xiàn)設(shè)備的智能監(jiān)控與自動(dòng)調(diào)節(jié),減少能耗與人力成本。閉環(huán)控制:通過反饋機(jī)制,實(shí)時(shí)監(jiān)測(cè)生產(chǎn)過程中的關(guān)鍵參數(shù),進(jìn)行自動(dòng)調(diào)整。常州銷售非標(biāo)生產(chǎn)線控制系統(tǒng)保養(yǎng)自動(dòng)化控制和優(yōu)化:控制系統(tǒng)可以根據(jù)預(yù)設(shè)的...
2025-04-23 -
惠山區(qū)定做非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格
自動(dòng)生產(chǎn)線(automatic production line)是指由自動(dòng)化機(jī)器體系實(shí)現(xiàn)產(chǎn)品工藝過程的一種生產(chǎn)組織形式。它是在連續(xù)流水線的進(jìn)一步發(fā)展的基礎(chǔ)上形成的。其特點(diǎn)是:加工對(duì)象自動(dòng)地由一臺(tái)機(jī)床傳送到另一臺(tái)機(jī)床,并由機(jī)床自動(dòng)地進(jìn)行加工、裝卸、檢驗(yàn)等;工人的任務(wù)*是調(diào)整、監(jiān)督和管理自動(dòng)線,不參加直接操作;所有的機(jī)器設(shè)備都按統(tǒng)一的節(jié)拍運(yùn)轉(zhuǎn),生產(chǎn)過程是高度連續(xù)的。 [1]二十世紀(jì)20年代,隨著汽車、滾動(dòng)軸承、小型電動(dòng)機(jī)和縫紉機(jī)等工業(yè)發(fā)展,機(jī)械制造中開始出現(xiàn)自動(dòng)線,**早出現(xiàn)的是組合機(jī)床自動(dòng)線。在二十世紀(jì)20年代之前,首先是在汽車工業(yè)中出現(xiàn)了流水生產(chǎn)線和半自動(dòng)生產(chǎn)線,隨后發(fā)展成為自動(dòng)線。第二次世界...
2025-04-23 -
新吳區(qū)本地非標(biāo)生產(chǎn)線控制系統(tǒng)24小時(shí)服務(wù)
隨著人力資源的匱乏,非標(biāo)自動(dòng)化機(jī)械在未來的市場(chǎng)將不斷擴(kuò)大和普及。相應(yīng)的從事行業(yè)內(nèi)的人才也將有大的需求。設(shè)計(jì)需要理論和經(jīng)驗(yàn)的強(qiáng)強(qiáng)結(jié)合,生產(chǎn)上不要求過多美觀,實(shí)用性至上。宗旨是簡單、高效、經(jīng)濟(jì)、實(shí)用、穩(wěn)定。作為***的設(shè)計(jì)師,對(duì)設(shè)計(jì)方案的評(píng)估要有***的判斷能力,這樣可以少走很多彎路。縮短設(shè)備開發(fā)周期,節(jié)約成本。一名好的設(shè)計(jì)師應(yīng)該是像一名久經(jīng)沙場(chǎng)的將軍,能做到運(yùn)籌帷幄,對(duì)新開發(fā)的機(jī)械設(shè)備制造流程把控很好,能達(dá)到預(yù)計(jì)的效果。實(shí)施準(zhǔn)時(shí)化生產(chǎn)(JIT),確保物料與零部件的及時(shí)供應(yīng),避免過度庫存積壓。新吳區(qū)本地非標(biāo)生產(chǎn)線控制系統(tǒng)24小時(shí)服務(wù)但在現(xiàn)行的某些工業(yè)生產(chǎn)流水線的PLC控制系統(tǒng)中,仍存在一些不足之處...
2025-04-23 -
新吳區(qū)銷售非標(biāo)生產(chǎn)線控制系統(tǒng)按需定制
1、按照設(shè)備使用說明,制定合理的檢修定額,提高檢修技術(shù)水平;2、檢查溫度傳器、壓力變送器、電動(dòng)調(diào)節(jié)閥接納線是否有松動(dòng)、脫落現(xiàn)象;3、檢查溫度傳器是否有受潮,進(jìn)水現(xiàn)象;4、檢查校準(zhǔn)電磁流量計(jì)。行業(yè)現(xiàn)狀隨著勞動(dòng)力成本的不斷提高,越來越多的企業(yè)關(guān)注工廠自動(dòng)化這一領(lǐng)域,也給這一行業(yè)帶來了發(fā)展商機(jī)。同時(shí),如何提升服務(wù)水準(zhǔn)也成了非標(biāo)自動(dòng)化機(jī)械行業(yè)的當(dāng)務(wù)之急。當(dāng)前,我國非標(biāo)自動(dòng)化機(jī)械化企業(yè)數(shù)量較多,但規(guī)模較小,技術(shù)落后、競(jìng)爭同質(zhì)化是共同的特點(diǎn)。如何參與這一行業(yè)的競(jìng)爭成為一個(gè)挑戰(zhàn)。通過模塊化設(shè)計(jì),提高設(shè)備的通用性和可重用性,減少重復(fù)設(shè)計(jì)與制造的成本。新吳區(qū)銷售非標(biāo)生產(chǎn)線控制系統(tǒng)按需定制但在現(xiàn)行的某些工業(yè)生產(chǎn)流...
2025-04-22 -
梁溪區(qū)安裝非標(biāo)生產(chǎn)線控制系統(tǒng)專賣店
3.先導(dǎo)器:制作以目視即能了解節(jié)拍時(shí)間的裝置。4.U字型生產(chǎn)線:將設(shè)備依工程順序逆時(shí)針排列,并由一人負(fù)責(zé)出口及入口。5.AB控制:只有當(dāng)后工程無產(chǎn)品,而前工程有產(chǎn)品的情形,才進(jìn)行工程。6.燈號(hào):傳達(dá)生產(chǎn)線流程中產(chǎn)品異狀的裝置。7.后工程領(lǐng)取:生產(chǎn)線的產(chǎn)品要因應(yīng)后工程的需求。自動(dòng)線中設(shè)備的聯(lián)結(jié)方式有剛性聯(lián)接和柔性聯(lián)接兩種。剛性聯(lián)接在剛性聯(lián)接自動(dòng)線中,工序之間沒有儲(chǔ)料裝置,工件的加工和傳送過程有嚴(yán)格的節(jié)奏性。當(dāng)某一臺(tái)設(shè)備發(fā)生故障而停歇時(shí),會(huì)引起全線停工。因此,對(duì)剛性聯(lián)接自動(dòng)線中各種設(shè)備的工作可靠性要求高。在項(xiàng)目啟動(dòng)之初,與客戶進(jìn)行深入溝通,明確自動(dòng)化需求的具體細(xì)節(jié),避免后期因需求變更導(dǎo)致的成本超支...
2025-04-22 -
濱湖區(qū)安裝非標(biāo)生產(chǎn)線控制系統(tǒng)專賣店
在傳統(tǒng)的流水線方式下,工件在工位之間按照一定的順序流動(dòng),而設(shè)備不動(dòng),人員不動(dòng)或者在工位范圍內(nèi)局部走動(dòng)(如汽車裝配流水線),生產(chǎn)節(jié)拍是通過物料傳輸設(shè)施強(qiáng)制實(shí)施的,稱其為“硬節(jié)拍”。生產(chǎn)流水線是按照生產(chǎn)工藝, 有序生產(chǎn)產(chǎn)品的過程。生產(chǎn)流水線的優(yōu)化有利于降低產(chǎn)品的次品率, 減少不必要的人力和物力資源消耗, 降低企業(yè)的生產(chǎn)成本。 [2]目前在工業(yè)控制中占有重要比例的生產(chǎn)流水線控制,例如電視機(jī)、計(jì)算機(jī)的自動(dòng)裝配流水線;制鞋、印染等輕工和化工行業(yè)的生產(chǎn)流水線已部分使用可編程控制器(PLC)控制。其優(yōu)點(diǎn):響應(yīng)時(shí)間快、控制精度高、可靠性好、控制程序可隨工藝參數(shù)改變、易與計(jì)算機(jī)接口等。同時(shí)使用PLC的編程邏輯能...
2025-04-22 -
常州本地非標(biāo)生產(chǎn)線控制系統(tǒng)24小時(shí)服務(wù)
2、非標(biāo)項(xiàng)目儀器整合性非標(biāo)項(xiàng)目根據(jù)檢測(cè)了需求制定,而實(shí)際的測(cè)量需求可能會(huì)設(shè)計(jì)到不零部件的材質(zhì)、形狀、尺寸等屬性的影響,進(jìn)而需要采用多種測(cè)量方式綜合起來進(jìn)來檢測(cè)。例如接觸式和非接觸式測(cè)量的整合,機(jī)器智能和人工手動(dòng)的整合等等。3、非標(biāo)項(xiàng)目維護(hù)復(fù)雜性非標(biāo)項(xiàng)目的以上 兩個(gè)特點(diǎn)導(dǎo)致設(shè)備的維護(hù)上更為復(fù)雜。一項(xiàng)非標(biāo)檢測(cè)設(shè)備,涉及的測(cè)量方式和功用越多,在售后和日常的維護(hù)上都有著很復(fù)雜的要求。一個(gè)能**完成非標(biāo)檢測(cè)項(xiàng)目的制造商,必須具備以下條件:1、擁有**的軟硬件研發(fā)團(tuán)隊(duì),根據(jù)實(shí)際需求研發(fā)獲改善傳統(tǒng)測(cè)量軟件的功能,實(shí)現(xiàn)非標(biāo)項(xiàng)目的測(cè)量軟硬件支持。當(dāng)料工費(fèi)超過預(yù)算上限的80%時(shí),及時(shí)預(yù)警并上報(bào)開會(huì)討論。常州本地非...
2025-04-22 -
蘇州庫存非標(biāo)生產(chǎn)線控制系統(tǒng)市場(chǎng)
為提高自動(dòng)線的生產(chǎn)率,必須保證自動(dòng)線的工作可靠性。影響自動(dòng)線工作可靠性的主要因素是加工質(zhì)量的穩(wěn)定性和設(shè)備工作可靠性。自動(dòng)線的發(fā)展方向主要是提高生產(chǎn)率和增大多用性、靈活性。為適應(yīng)多品種生產(chǎn)的需要,將發(fā)展能快速調(diào)整的可調(diào)自動(dòng)線。 [8]維修自動(dòng)生產(chǎn)線節(jié)省了大量的時(shí)間和成本,在工業(yè)發(fā)達(dá)的城市,自動(dòng)生產(chǎn)線的維修成為熱點(diǎn)。自動(dòng)生產(chǎn)線維修主要靠操作工與維修工來共同完成。自動(dòng)生產(chǎn)線維修的兩大方法:1.同步修理法:在生產(chǎn)當(dāng)中,如發(fā)現(xiàn)故障盡量不修,采取維持方法。使生產(chǎn)線繼續(xù)生產(chǎn)到節(jié)假日,集中維修工、操作工,對(duì)所有問題,同時(shí)修理。設(shè)備在星期一正常全線生產(chǎn)。加強(qiáng)生產(chǎn)人員的技能培訓(xùn),提高其操作技能與效率意識(shí)。蘇州庫存...
2025-04-22 -
梁溪區(qū)本地非標(biāo)生產(chǎn)線控制系統(tǒng)哪里有
柔性聯(lián)接在柔性聯(lián)接自動(dòng)線中,各工序(或工段)之間設(shè)有儲(chǔ)料裝置,各工序節(jié)拍不必嚴(yán)格一致,某一臺(tái)設(shè)備短暫停歇時(shí),可以由儲(chǔ)料裝置在一定時(shí)間內(nèi)起調(diào)劑平衡的作用,因而不會(huì)影響其他設(shè)備正常工作。綜合自動(dòng)線、裝配自動(dòng)線和較長的組合機(jī)床自動(dòng)線常采用柔性聯(lián)接。 [6]傳送系統(tǒng)自動(dòng)線的工件傳送系統(tǒng)一般包括機(jī)床上下料裝置、傳送裝置和儲(chǔ)料裝置。在旋轉(zhuǎn)體加工自動(dòng)線中,傳送裝置包括重力輸送式或強(qiáng)制輸送式的料槽或料道,提升、轉(zhuǎn)位和分配裝置等。有時(shí)采用機(jī)械手完成傳送裝置的某些功能。在組合機(jī)床自動(dòng)線中當(dāng)工件有合適的輸送基面時(shí),采用直接輸送方式,其傳送裝置有各種步進(jìn)式輸送裝置、轉(zhuǎn)位裝置和翻轉(zhuǎn)裝置等對(duì)于外形不規(guī)則、無合適的輸送基面...
2025-04-21 -
蘇州整套非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格
溫控硬件電路如圖4所示,采用脈寬電壓調(diào)制器LM3524實(shí)現(xiàn)電阻加熱絲電壓的調(diào)節(jié)。當(dāng)實(shí)測(cè)溫度值小于額定溫度值時(shí),在軟件控制下F 一60MR的輸出點(diǎn)Y 接通,控制電壓調(diào)制器升溫加熱,使溫度值達(dá)到額定值。 [3]圖5為流水線工藝流程圖,據(jù)此設(shè)計(jì)系統(tǒng)軟件流程圖。它由順序控制、溫度控制、設(shè)定值讀入、數(shù)值輸出顯示等部分組成。 [3]順序控制軟件系統(tǒng)中的順序控制軟件是根據(jù)工藝流程圖編制,利用F60MR中的狀態(tài)寄存器$600~$612存放各工步狀態(tài),并用STL指令使$600~$612的狀態(tài)按控制順序移位,以實(shí)現(xiàn)各工步的順序自動(dòng)切換。節(jié)性:非標(biāo)生產(chǎn)線控制系統(tǒng)具有極高的靈活性和可調(diào)節(jié)性。蘇州整套非標(biāo)生產(chǎn)線控制系統(tǒng)...
2025-04-21 -
濱湖區(qū)庫存非標(biāo)生產(chǎn)線控制系統(tǒng)按需定制
但在現(xiàn)行的某些工業(yè)生產(chǎn)流水線的PLC控制系統(tǒng)中,仍存在一些不足之處。也即可編程控制器功能沒有充分開發(fā)利用,有些流水線只利用它控制部分參數(shù)或用于流水線生產(chǎn)過程工步順序控制,而溫度(或壓力)控制則借助于選用現(xiàn)成的儀器儀表組成。生產(chǎn)過程中的時(shí)間、溫度等現(xiàn)場(chǎng)參數(shù)未能實(shí)時(shí)顯示,因而不利于監(jiān)視生產(chǎn)過程的運(yùn)行狀況。 [3]系統(tǒng)的組成流水線控制系統(tǒng)硬件組成方框圖如圖1所示。以F 一60MR可編程控制器為主機(jī),加上參數(shù)設(shè)置、數(shù)值顯示、順序控制、V/F轉(zhuǎn)換和溫度控制等方框組成。其中順序控制方框用于控制流水線各工步的順序切換;參數(shù)設(shè)置與數(shù)值顯示方框用于隨產(chǎn)品要求更改流水線工藝參數(shù)并監(jiān)視其運(yùn)行狀況;而傳感器(熱電偶將...
2025-04-21 -
惠山區(qū)直銷非標(biāo)生產(chǎn)線控制系統(tǒng)市場(chǎng)
非標(biāo)項(xiàng)目的出現(xiàn)的主要原因,是精密制造業(yè)的不斷創(chuàng)新發(fā)展,引起精密制造產(chǎn)品的形狀、尺寸等屬性的變化,致使傳統(tǒng)精密檢測(cè)設(shè)備的測(cè)量速度和測(cè)量精度以及流水線檢測(cè)功能的逐漸落后,企業(yè)急需功能完備,速度快效率高,精度準(zhǔn),而且可連入流水生產(chǎn)線的檢測(cè)設(shè)備。非標(biāo)檢測(cè)就是精密檢測(cè)供應(yīng)商根據(jù)市場(chǎng)需求推出的新型精密檢測(cè)設(shè)備。非標(biāo)項(xiàng)目智能化,速度高,對(duì)流水線生產(chǎn)效率的提高有著很大的貢獻(xiàn),隨著生產(chǎn)的擴(kuò)大,非標(biāo)檢測(cè)將成為流水線生產(chǎn)檢測(cè)的主流。融入先進(jìn)的傳感器技術(shù)、物聯(lián)網(wǎng)技術(shù)等,實(shí)現(xiàn)設(shè)備的智能監(jiān)控與自動(dòng)調(diào)節(jié),減少能耗與人力成本。惠山區(qū)直銷非標(biāo)生產(chǎn)線控制系統(tǒng)市場(chǎng)控制系統(tǒng)自動(dòng)線的控制系統(tǒng)主要用于保證線內(nèi)的機(jī)床、工件傳送系統(tǒng),以及輔...
2025-04-20 -
梁溪區(qū)購買非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格
非標(biāo)生產(chǎn)線控制系統(tǒng)是指針對(duì)特定生產(chǎn)需求而設(shè)計(jì)和開發(fā)的自動(dòng)化控制系統(tǒng)。這類系統(tǒng)通常不符合標(biāo)準(zhǔn)化的生產(chǎn)流程,因而需要根據(jù)具體的生產(chǎn)工藝、設(shè)備和產(chǎn)品特點(diǎn)進(jìn)行定制。以下是非標(biāo)生產(chǎn)線控制系統(tǒng)的一些關(guān)鍵要素和特點(diǎn):1. 系統(tǒng)架構(gòu)硬件部分:包括傳感器、執(zhí)行器、PLC(可編程邏輯控制器)、工業(yè)計(jì)算機(jī)等。軟件部分:通常包括控制軟件、監(jiān)控軟件和數(shù)據(jù)采集系統(tǒng),可能還涉及到人機(jī)界面(HMI)設(shè)計(jì)。2. 控制策略實(shí)時(shí)控制:根據(jù)生產(chǎn)線的實(shí)時(shí)狀態(tài)進(jìn)行動(dòng)態(tài)調(diào)整,確保生產(chǎn)過程的穩(wěn)定性和效率。軟件部分:通常包括控制軟件、監(jiān)控軟件和數(shù)據(jù)采集系統(tǒng),可能還涉及到人機(jī)界面(HMI)設(shè)計(jì)。梁溪區(qū)購買非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格控制系統(tǒng)自動(dòng)線...
2025-04-20 -
梁溪區(qū)國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格
生產(chǎn)成本相對(duì)較高:由于非標(biāo)產(chǎn)線需要根據(jù)客戶具體要求進(jìn)行個(gè)性化的設(shè)計(jì)和制造,因此生產(chǎn)成本相對(duì)較高。安全性:非標(biāo)生產(chǎn)線在設(shè)計(jì)過程中,充分考慮了生產(chǎn)安全因素,降低事故風(fēng)險(xiǎn),保障生產(chǎn)順利進(jìn)行。二、應(yīng)用場(chǎng)景非標(biāo)生產(chǎn)線定制廣泛應(yīng)用于多個(gè)領(lǐng)域,包括但不限于:電子制造業(yè):針對(duì)電子產(chǎn)品的多樣化、個(gè)性化需求,非標(biāo)生產(chǎn)線可提高生產(chǎn)效率和產(chǎn)品質(zhì)量。汽車制造業(yè):非標(biāo)生產(chǎn)線可實(shí)現(xiàn)汽車零部件的自動(dòng)化生產(chǎn),降低生產(chǎn)成本,提升競(jìng)爭力。邀請(qǐng)客戶進(jìn)行預(yù)驗(yàn)收和驗(yàn)收,確保設(shè)備在實(shí)際生產(chǎn)環(huán)境下連續(xù)穩(wěn)定運(yùn)行,并滿足合同要求。梁溪區(qū)國產(chǎn)非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價(jià)格采用分時(shí)控制方式實(shí)現(xiàn)兩組數(shù)據(jù)的設(shè)定和顯示以擴(kuò)展I/O 點(diǎn)數(shù)。當(dāng)系統(tǒng)需設(shè)置及顯示多...
2025-04-20